
һ����Ӗ�ҹ���
��Ӗ�ҹ����ƶ��ƣ��Ғ��ڌ�Ӗ�����@λ�ã�Ҫ��W�����ώ���֪�����؈��С�

����ƽ���Ӻ���Ӗ�Ŀ�OӋ
���溸�p����β������g�Dz�����ͨ���l��������IJ������������¿ڵ������M�к��ӣ������C�¿��������涼�ܵõ��p����κ��p��һ�N������������һ��ډ����ܵ���偠t�������������У�����������յĺ��Ӳ������g����ұ�횾��������á�
1������Ҫ�c
�x���Դ�O��;�˷�늻�ƫ���Ĵ�ʩ����λ����Ҫ��׃�η�������Ĝ绡�����B����;����ƽλ���溸�p����μ��g��
2.��ǰ�ʂ�
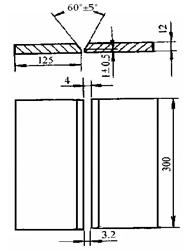
(1)��������̼䓰��l6Mn䓰�,ÿ�M�ɉK,ÿ�K�L×��×���300 mm×125 mm×12 mm��
(2)���l��E4303�ͺ�E5015��,ֱ��3.2��4.0 mm��ʹ��E5015�ͺ��l,���ں�������M��350—400����,����2h,�S���Sȡ��
(3)�Ӿ���ֱ�������C�Ķ���ݔ���˲��÷��O�Խӷ����B�Ӻ����ĵؾ�Ҫͬ�r���ں��ӹ�λ�����҃ɂȡ�
3.��ˇ����
��1�������ӽǶ��x���l�c�����ĊA�Ǟ�65°~80°,�c�ɂ�䓰崹ֱ��
��2������������x�����90~110A�����溸��140~160A��
![]() ��3���������ٶ��x������������ͽ���Զ���
��3���������ٶ��x������������ͽ���Զ���
 4.����Ҫ�I
4.����Ҫ�I
(1)��λ����Ҫ��λ���p�x�õĺ��l���c��ʽ�������ú��l��ͬ����λ���p��߲����^��;�綨λ���p���_�ѡ�δ�������ߵ�ȱ��,����P�����ĥ,��Ҫ�r���¶�λ����
(2)偠t��������������Ҫ����,Ҫ���ژ����ĺ�ȷ�����ȫ��������Сֱ������,�t��Ҫ�����Ն��溸�p����εIJ������g��
1)�ʂ亸����V���¿ں������������Ƀ�,Ȼ���S���g߅,����ھ��¿�߅���Ä�ᘄ�һ�lƽ�о�,���麸��y�����p�����Ļ��ʾ���
2)�����b��V���¿ڌ��ӽ��^��̎�����g϶��3.2mm���K��̎��4mm,���Ŵ�K�����g϶�Ǟ��a��M���տs׃�Σ��Ա������¿ڸ�������Ҫ���g϶�������ھ���^20 mm֮���M�ж�λ������λ���p�L10mm—15mm��
3)��׃������V���¿ڵIJ����Q��,��˲��÷�׃�η����A�������׃��,����ǰ���M�õĺ������׃�εķ����ۏ�һ���ķ�׃������
4)�����������ӵĺ��ӷ�ʽ��Ҫ�М绡�����B�����ɷN:
�ٜ绡����Ҫ��ͨ�^�{ȼ����Ϩ���r�g,�������۳ضȡ��Π�����ٵı���,�ԫ@�����õı�����κ̓��|�������ӕr,���ö̻�����,���l�c���ӷ���ĊA�Ǟ�30°��50°,늻���ȼ��Ϩ��Ĺ��E��һ��(һ�㺸�ӕr�g��0.8һ1.2 s)��
���B�����B�������ں����^����,늻�ʼ�Kȼ��������Ҏ�t�Ĕ[��,ʹ�۵ξ�����^�ɵ��۳���,�_�����õı��溸�p���Ρ�һ������^С�ĸ����g϶���m���ĺ���������c������m�˵ĺ����ٶ�,��ͨ�^�쾚���\�l����,�Ϳ��ԫ@�þ���ā�ı��溸�p��
�������ӵĺ��Ӻ������Ҫ�x���Դ�һЩ,���lֱ���x��4 mm,�����Ҫ�I�cV���¿�ƽ���Ӻ���ͬ��
5����Ҋ����ȱ��
1�� ���p����ߴ粻����Ҫ�� 2��ҧ߅
3�� δ�� 4�� δ�ۺ�
5�� �A�� 6������
7�� ���� 8������
9�� ��� 10�� �Ѽy
5��ԇ���z�
���әz��ԬF�����еęz���M��
1�� ���^�z��
2�� ����ԇ�
������Ӗ�����OӋ
1���������a�c��ȫ����ע�����
�� �W��������һ�M��������I���������I�Y������պϸ��Д��Դ���_�J�]�п��ɟ��⡢���E�����x�_�����g��
�� ��ǰ�z�麸�C�⚤�Ƿ��б��o�ӵؾ������������Ҫ���o��Ʒ��
�� ���|늣���늻����Ƃ��۾���Ƥ�w�������m���к����w��
2���̎���ʾ����
�� ԇ����������λ�����A����׃�Ρ�
�� �_����ˇ������ע���˄�Ҫ���_�����պ��l�Ƕ�
�� �z�麸�p�|���˜ʣ�������Ͳ��yһ�¡��⻬���߶�ƽ������խһ�¡����^�oÓ������β�o����ȱ�ݵȞ�ϸ�
3�� �̎�Ѳ��ָ�������
�� Ѳҕ�^���Б�ע��ָ���W��������Ҏ�̌���������
�� ���r�l�F�W�������г��F�Ć��}���m����
�� ������������ȱ�ݮa����ԭ�����ʩ��
[4]�ώ���Ҫؓ؟ȫ��ČW�����O�䰲ȫ�������F������������Ҫ�����еĄڱ���������Ʒ��
[5]����ɌW��������գ����o�������|�����e�������ώ��C���u����