
һ����ӖĿ��
��1���������ஐ��늄әC��Ȧ���@���^�̡�
��2����Ϥ��Ȧ��·�y���x��ʹ�ò�����
��3����Ϥ��ȦȦ���y���x��ʹ�ò�����
��4����Ϥ��Ȧ�^βȥ��Ƥ�ķ����͙z���@�ƺ�Ȧ��Ŀ�ġ�
������Ӗ����
ǧ�ֳߡ���Ҏ���ξ������@���C���f���@��ģ���f�ñ�����Ȧ�y���x��
����ע�����
��1���@�ƾ�Ȧ�r������������Ƀ��ļ����ף�����Ū�KŪ����������мɪ��ַž�������������͝n���E���@Щ�K��Ҳ��Ӱ푾�Ȧ�Ľ^����
��2�����@���C�@���r����Ҫ�D��̫�졣̫�����װl����������������в��R���l����������ȬF��ͨ�����@���r���ٶȞ� 150��200r/min ���ˡ�
��3���@���rҪ����������Փ���þo���A߀�����ַž����ž��������������^�o���^�ɡ�Ҫ�����@��ģ�����������R���o�ܣ������н���F��
��4���@�ƾ�Ȧ�r���ʹ�����������R�����⽻�档��齻�挧�����������Fо���е���e��ʹǶ�����y����������������g��·��
��5����Ȧ���є���횺Ϸ��OӋҪ�����^�࣬�����˲��H���M�~�������ҕ����^���ʹ�ۃ��ݼ{���£���ʹ©�����������͡�
��6�������@�M�є������ȣ�������һ��ȣ��t��������������ƽ�⣬Ҳ��ʹ����늄әC����׃�ġ�
��7�������ľ�����횷����OӋҪ���ˣ�Ƕ�����y��ͬ�rҲ���M���ģ����ˣ����H�������ࡢ���������ҕ���������늄әC�@�M��ֱ����裬ֱ��Ӱ�����늄әC���\�����ܡ�
��8���@���r��횱M�����o�����Ľ^���ӣ������S�нz�����Ɠp����t�͕���ɾ�Ȧ�����g��·���ϡ�
��9�������Ľ��^��p������ÿ�M��Ȧ�в��ó��^һ̎��ÿ���@�M�У����ó��^��̎����ÿ�_����늄әC�У����ó��^��̎�����^����ھ�Ȧ�˲��������S�����^�����Fо�ۃȡ�
��10�����һ�M��Ȧ�Dz��ȹ����r��������С���ྀȦ�О�� 1 ֻ��Ȼ��혴������@����
��11�����˱��ڶྀ���@���D�S�����m���LЩ�����@�ƾ�Ȧ�r����þo���A�ь����A�o���Ա�ь�����ֱ�����o���o���A���|�н��^ʯϞ��ë�֣����{���A�ĊA�o�̶ȡ�
�ġ���Ӗ���E
1������늄әC���Ӿ�Ȧ�@�Ƶ�Ҫ�c���^��
��Ȧ���@��һ�����@���C���M�С���Ȧ�@�Ƶ���ʽ�ЃɷN��һ�N��һ�ྀȦ�B�ӣ����þ�ģ�������m���ڴ�Ҏģ���죬Ҳ���چΌ��ʽ늄әC��������һ�N��Ŀǰ늄әC�@�M�������ձ���õĘO��M�B�@��
1���@��ǰ�Ĝʂ�
��1���ʂ�����������������늄әCԭ��늴ž�����̖������������������OӋ�ľ�Ȧ���x�õČ�����ȡ�����ģ��z����̖�������Ͳ��@�����������_�o�`����b�Ϸž��ܡ�
��2���z���@���Cе����Ȧͨ�������@���C�������@��ģ���@�Ƶġ�����ʽ�@�ƾ�Ȧ֮
ǰ����J��z���@���C��Ӌ���b���Ƿ������_Ӌ����ͬ�rҲҪ�_���Լ��x���@ʾ���� X 1
߀�� X 10 �nӛ䛣������C���Ƿ��`��ɿ����ӵ��Ƿ����ã���ȫ�Ƿ��б��ϣ��б�Ҫ��
Ԓ߀�����M��ԇ�@��
��3��ԇ�@ԇǶ��
�� �ķž��ܳ��������ƽ�����У����@�r�����^��Ϟë�։����彛ģ�A���������ۣ�
�A��һ�������L�Ⱥ��p�@�̶�����߅�S�����Q��“���֒쾀”���ϣ����f���@��ģ�@����
회��������ȷ����@��ģ�������ۃȣ��ٰ���������^�̶����@���C�D�S�ϡ�
�� �u���@���C�����@һ����Ȧ���ѣ���Ҫ�����ۃ�Ƕ���z��˲��Ƿ��^�L���^�̣�
Ƕ���Ƿ����y������^�L���^�̣����{����ģ�ijߴ�����С���m�ſ���ʽ�@�ƾ�Ȧ��
2����Ȧ�@�Ʋ������E
1����Ҏ����Ҏ����һ���B�@�Ă������M�������@�������ƽ^���ܣ���������
������
��2�����^����ԇ�ƝM��Ϳɰ��˷����@�Ƶ�һ����Ȧ��������ʼ�˰�Ҏ�������m
�����L��Ƕ���@��ģ���������ۃȲ�ʹ֮�̶��������ڲۃ����������������R�������н���
�F���@��Ҏ�����є���ֹ��
��3�������B�Ӿ����Ƴ���̎��һ���^���ܣ���Ҏ�������B�Ӿ��L�Ȳ����Թ̶���
��4�����������������������@��ģ�����ۃȣ����������o��
��5����Ҏ���L������ĩ�������^��������������
6�������@��ģ��ȡ����Ȧ������Ȧ���R�ط��úá�
��7�����˲��E�@�����ྀȦ��
���P�f����
��1���B�@̎����������B�@����Ҫ�ь������ֻ࣬�ǰь���ͨ�^������^���ۣ��ڵڶ���ģ�������@һȦ���ѣ���Ȼ���ٷ��������@���є����������@�����ѣ�����Ȧ���ã����^ģ��������ơ���Ȧ�@�MҎ�����є�֮������β���Ӿ��L�ȣ����˅^�e��“�쾀��”���ھ�Ȧĩ������Ϟ����ӛ̖����������β����
��2���O��M�ľ�Ȧ�B�@�r���^���������^���ܣ�ÿ��ľ�Ȧ�B�ӕr���O��M֮�g��
�е������g��������Ҳ�е��B�Ӿ����@�M�Ȳ�ͨ�^�������ܡ�
��3����Ƕ���@��ģ�A�������ۃȵĽ��������þ�Ȧ��
2����Ȧ�^βȥ��Ƥ�ķ���
�@�ƺõľ�Ȧ��Ȧ�M���^β�ˣ����ȥ����Ƥ��ȥ���^���ӣ������B�Ӻ͜yԇ����ȥ
��Ƥ���L���ɾ�����С�����^���L�̶��������M��Ƥ�ķ��������N��
1����������Ƥ
������ϸ���һ���^�����ܽY������Ƥ������ȥ�������ɲ��û�����������ʹ�~����
׃ܛ��Ӱ푌����ęCе���ȣ���늄әC������һ�㲻���á� �^���εķ������ùξ������Ρ��ξ������ο���ָ�����ξ�����������������ס����������ֳֹξ���������“ҧ”ס���^�Ķ��L�ȣ�혾�����һ������Ƥ���������Ȼ����“ҧ”ס���^����һ̎�Σ�ֱ�����^ȫ���ʬF�~�ı�ɫ��ֹ�� ����]�йξ�����Ҳ���Ô�䏗l���ξ�������䏗l�Ĕ�ځ���ȥ��Ƥ�������]�йξ������㣬��ֻҪ���ģ�Ҳ�܌���Ƥ�αM�κá�
2�����W����
���û��W���ᣬ�������������£�
���ᣨ����ρ�ᣬ���I�ã���Ȟ� 88%�� 6g
�㽶ˮ 1g
��Ϟ����ֹҺ�w���l�� �m��
������ˎƷ����������䣬�����������մ�������ӟᵽ 85�桫90�棬ʹ�ܻ��˵�
��Ϟ����Һ�w�����_ 100mm �� �Ѵ�ȥ��Ƥ�ľ��^��β����������Һ�У������ȥƤ���L�̛Q��������s�� 3 ��犣���ӱ��c�~�����x��ȡ�����^���ò���������Һ����Ƥ���ɡ� �@�N��Һ���к��ĸ��g�ԣ������^����ݼ�ζ�������У���횴��ÿ��֡����R�����Ȅڱ���Ʒ�������ֺ�Ƥ�wֱ���|��ȥ����Һ�������܂����fһ������ȥ����Һ�R��Ƥ�w�ϣ�����������ˮ�_ϴ���˷������m�όW����Ӗʹ�ã��@��ֻ�������պ��Ҏģʹ�õ�һ�����ν�B��
3��늄ӹξ��Cȥ�� ���������늄ӹξ��Cȥ�ᣬ����ʮ�ַ��㣺����ȥ��Ƥ�ľ��^����늄ӹξ��C��“��”�У������_�^����Ƥ������ȥ����
3����Ȧ�ęz��
�@�ƺõľ�Ȧ����M�Йz�飬���܌������[����Ƕ���Fо��֮ǰ���Խ�Q���Ķ�������
������Ҳ������˹���Ч�ʡ����w�z�鷽�����£�
1���ۿ�
�ֳ־�Ȧ���⾀�õĵط��м��^���Пo��Ƥ����̎�����Б��ɣ����÷Ŵ��R�^�졣����
�Ѽy�ľ�Ȧ�����Ѽy�ھ�Ȧ�˲���������ë�Pպ�^�����M��Ϳ�a�����Ѽy̎����Ч߅��ֱ߅��
�ϣ��t�˾�Ȧ����ʹ�á�
2���ñ�y��
�����������^�����є��^���Ҳ����������^��ľ�Ȧ�����Ô����f�ñ��ĵ���n���^��
���Ƿ��۔ࡣ���c�����ľ�Ȧ���^���z���Ƿ��·��߀������ˮ�z�龀Ȧ�Ƿ�����Ƥ�ܓp�F
������ʢ��ˮ���Ѿ�Ȧ������ˮ�У����^��ˮ�⣨ע�⾀�^��ҪŪ��ʹ���f�ñ��ĸ�
��n���t�P�Ӿ�Ȧ¶��ˮ��ľ��^���ڹP����ˮ�С���Ȧ�����r�����@��ֵ�� 500KΩ��∞��
����Ƥ�Ɠp�r�����ڌ����cˮ��ͨ�����@��ֵ�ڎ� KΩ�������ͣ��Һڱ��P�x��Ȧ��Ƥ�Ɠp
̎Խ�������ԽС���˷�����һ����Σ�U�ԣ������h�W����Ӗ�rʹ�á�
3���þ�Ȧ��·�y���x����ȦȦ���y���x�z��
�Ãx���z������늄әC�ľ�Ȧ���ȿ��֜ʴ_���x�����H�ܙz�龀Ȧ�Пo�Ɠp��������g
��·�������ܜʴ_�y����ȦȦ������˾��Ӗ�O����侀Ȧ��·�y���x����ȦȦ���y���x��
ʹ�W���ڌ�Ӗ�^���У�ͬ�r�������O���ʹ�ã����ܺ��Ρ��ƌW������Ɍ�Ӗ�n�̡�
4������늄әC��Ȧ�@�����ęz��
������늄әC��Ȧ�@�ƙz���ꮅ���HҪ�W��ӛ䛾�Ȧ�y���r�Ĕ�����߀Ҫ��������
�D��Ӗ���I�F�������ώ��z��늙C��Ȧ�@�Ƶ�Ч�ʺ��|���� ȡ��ӛ䛌�Ӗָ���ώ���ָ��
��Ҋ��
�塢��Ӗ�ꮅ
����Ӗ�n����ɕr���W�T��Ҫ�R���x�_���������î���ԓ�n�̵Č�Ӗӛ䛣����_�O���
���й����Դ����ʰ�Ì�Ӗ���ļ���Ӗ���ߣ����R�[�ŵ���Ӗָ���ώ�Ҏ����λ�á����ώ�
�z�����������߳���Ӗ���ҡ�
��Ӗ�� ���ஐ��늙C���@�M�ĽӾ���Ӗ
һ����ӖĿ��
��1���������ஐ��늄әC�����@�M���@����B�ӷ�����
��2���������ஐ��늄әC�����@�M���@���һ�����νӾ���
��3����Ϥ���ӹ�ˇ������ʹ�ü�ע����헡�
������Ӗ����
ɰ��������F�����l����ˎ�����a�������Q���~���ӡ������Q��
����ע�����
��1���ڌ������@�M�M�ж˲������M�����ȿ�ֱ����СҪ�ϸ����N������ڻ���죬
ƫ��ijһ߅�������m���@�ӕ�Ӱ푶���ɢ��ͨ�L������ʹ�D�ӷŲ��M����ǻ�ȡ��������ȿ�
Ҳ���ܴܺ���ʹ�þ�Ȧ�˲����|�C����Ӱ푽^�����ܡ�
��2�������g�^��������ʹ�^����߅���߳���Ȧ 3��5 mm���������D�ӷ��M����ǻ��
ԇһ�£��^�쾀Ȧ���D�ӵ�����Ƿ���ϡ�
�ġ���Ӗ���E
1������늄әC�@�M�ĽӾ�
1���Ӿ�
�@�MǶ���Y����Ҫ�����B�������@�M��ͬ�r������˲��@�M��ʼĩ���������Q��Ӿ����Ӿ��֞�һ�νӾ��Ͷ��νӾ���һ�νӾ����nj�һ�������еľ�Ȧ��һ��ԭ�t�B�������ɞ�һ���@�M�����νӾ�������������
��1������һ���@�M�ĽӾ�Ҫ���ǣ�һ�νӾ���횱��C�ۃȵ���������c��ʸ�����ΈD
�����
�� һ�νӾ��IJ��E��
· ������Ȧ�� 60°�����ֲ��B�ӳɘO��M��
· �B��ͬһ��ĘO��M��ʹ��ɞ�����@�M��
�� һ�νӾ���Ҫ�c��
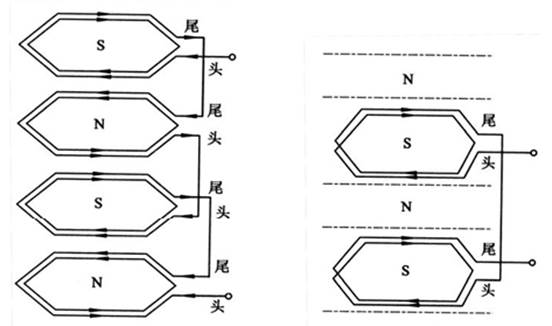 · �O��M���B�ӡ���һ���O�µģ�����ͬһ������о�Ȧ����һ�𣬷Q��һ���O��M�����˱��C����늄әC��Ȧ�B��֮�����γ� N �O�� S �O���g�����У����O��M֮�g���B�ӣ�������^�^��������D 5-1��a����ʾ����Ҳ����D 5-1��b����ʾ���^β��ӣ��@�r���Կ�����ͬ�����ĘO����늄әC����ֻ�Ѓɂ��O��M�������������^β��ӣ������γ��ĘO�Ĵň������˷N�ӷ�ͨ�����چ��@�M��������늄әC������С��늄әC�У�һ���O��M�ȵľ�Ȧһ�����B�m�@�Ƶģ���˲��ý��^��
· �O��M���B�ӡ���һ���O�µģ�����ͬһ������о�Ȧ����һ�𣬷Q��һ���O��M�����˱��C����늄әC��Ȧ�B��֮�����γ� N �O�� S �O���g�����У����O��M֮�g���B�ӣ�������^�^��������D 5-1��a����ʾ����Ҳ����D 5-1��b����ʾ���^β��ӣ��@�r���Կ�����ͬ�����ĘO����늄әC����ֻ�Ѓɂ��O��M�������������^β��ӣ������γ��ĘO�Ĵň������˷N�ӷ�ͨ�����چ��@�M��������늄әC������С��늄әC�У�һ���O��M�ȵľ�Ȧһ�����B�m�@�Ƶģ���˲��ý��^����a���^�^��ββ��� ��b���^β���
· ���@�M���B�ӡ�������ͬһ��ĘO��M�@�M�����ܱ˴��B�ӣ���һ���@�M�У�̎�������O�¾�Ȧ������������෴�����^�c�^��β�cβ�B�ӡ�������B���ꮅ���ü��^�˳�ÿ���O��M�������������^���ǃɃ���������D 5-2 ��ʾ��
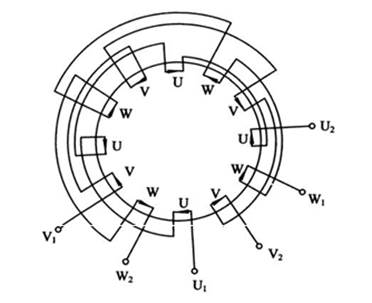
�D 5-2 ���@�M���B�Ӳ݈D
· ��֧·���B�ӡ��p���@�M�в�֧·���B��ԭ�t�ǣ���֧·��������^�����B�ӣ�ʹ�ø�֧·���^���������^����β�������֧·��Ȧ�M�������ȡ����w�����ɲ��õ��沢���������D 5-3 ��ʾ��
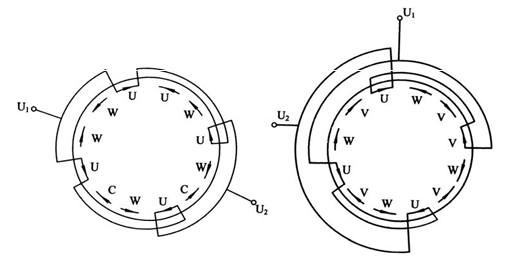
�D 5-3 ��֧·���B�Ӳ݈D
1�����νӾ�
�@�M�Ķ��νӾ��nj������@�M��ʼĩ������|����늾��������Ӿ��У�������������
��1�����νӾ��IJ��E��
�� ���������ӵ��Ӿ����еĽӾ����ϡ�
�� �ò�ͬ���ɫ�^���^β������ U1��V1��W1 �����@�M��ʼ�ˣ�U2��V2��W2 �����@�M��ĩ�ˡ�
��2�����νӾ�Ҫ�c��
�� �@�M���������M���ܿ����Ӿ��У��Ա�s�������������s���ϡ�
�� �@�M���������hҊ��횰�늄әC���~������x��Ҋ�� 5-1��Ҳ�Ʌ���늄әCԭ��
��������Ҏ���x�á�
�� �@�M������һ������~�Ӿ��^�c�Ӿ����B�ӣ����ý^���ܼӏ��������˲��^����
���B�ӕr��߀���ýӾ�Ƭ�ӳ� Y �λ���νӷ���
�� �������@�M��ʼ�˺�ĩ�˘�ӛ���ܱ��J�r���Ʌ��ա���Ӗʮһ���M���Єe��
�� 5-1 늄әC�@�M����������
| 늄әC����/kW | ����������/ mm2 | 늄әC����/kW | ����������/ mm2 |
| 1.1 | 1 | 30��37 | 10 |
| 1.5��4 | 1.5 | 45��55 | 16 |
| 5.5��7.5 | 2.5 | 75��90 | 25 |
| 11��15 | 4 | 110��132 | 35 |
| 18.5��22 | 6 | 160 | 50 |
����⾀�^�B��̎�����ͱ��C늄әC�@�M�L�ڰ�ȫ�\�У�һ�νӾ��c���a���N�Ӿ���Ҫ�M�о��^�ĺ��ӡ�
1�������^���ӵļ��gҪ��
��1�����ӱ���ι̡�Ҫ��һ���ęCе���ȣ���늴����͙Cе���������²���Ó�����ྀ��
��2�����|���ҪС���cͬ�ӽ���Č�����ȣ����ֵ����Ȼ��С�� �����\���Юa���ֲ��^�ᡣ���ֵҪ�������\���Пo��׃����
��3�����Ӳ������㡣Ҫ�Ӳ������ף���Ӱ��܇��^��������ɱ��M���ܵ͡�
2������ǰ�Ĝʂ乤��
��1�������ܡ�
��2�������^
��3�����a
��4���g�����c������
3�����ӹ�ˇҪ�c
�����B���nj����^����g�ϣ�Ҳ��ͨ늣����@���ڽg�ό����ı�����f���������늄әC���L�r�g�\�У����f����Č���������ڿ՚�����l����O���������@Щ�������Dz������w���ö���֮���ɞ�^���w���Ķ��������늄әC�����\�й��ϡ���ˣ���횲��ú��ӹ�ˇ�� ���ڽ��^�ߴ�С�������࣬�Ӿ�̎���g�Mխ�������^�����דp�ģ����Ҳ����S���a���뾀�ۡ��@�M֮�С���ˣ�늄әC�@�M�����y���^�����ڴ_�����ӷ����r��������ڴ_�������|����ǰ���£��M���x��ͨ���ԏ������߸��g�ԡ���Ӱ�������Ȧ���^�����ܣ��ҽ��������g��ĺ��ӷ�����
3���˲�����
��ȫ����ȦǶ�ꡢ�˲����g�^���|�ú�회������@�M�˲��M�����Σ��Q�˲����Σ������˲�����һ�����ȿڠһ�ֳ���Ƥ�N��һ������剺��Ȧ�˲������N�ô���壬ʹ��Ȧ�˲����һ�����ȿڡ�
4�����Ӷ˲��Ľ���
�ھ�ȦǶ��֮�Ϳ��������Ӷ˲��M�нyһ������ �@����鶨���@�M�m�f���oֹ
���D�ģ�������늄әC�چ��Ӻ��\�D���^���У���ȦҪ�ܵ�늴����͙Cе������ӣ����Ա�
회��˲������Y����һ�����ý^������������^������Ӿ��^�^�t���ý^���I��������
���ֹ������Ó���������ľ��^Ҫ�M�н����������������ɷN��һ�ǰ����������B�Ӿ�����
���c��Ȧ�˲�һ���������@�ӽ����^�ι̣���һ�N�Dz��c��Ȧֱ������һ�𣬶��ǰ�����
�����B�Ӿ��Ϊ�������
5������늄әC��Ȧ�Ӿ��ꮅ��ęz��
������늄әC��Ȧ�Ӿ��z���ꮅ�����������D��Ӗ���I�F�������ώ��z��늙C��Ȧ��
����Ч�ʺ��|���� ȡ��ӛ䛌�Ӗָ���ώ���ָ����Ҋ��
�塢��Ӗ�ꮅ
����Ӗ�n����ɕr���W�T��Ҫ�R���x�_���������î���ԓ�n�̵Č�Ӗӛ䛣����_�O���
���й����Դ����ʰ�Ì�Ӗ���ļ���Ӗ���ߣ����R�[�ŵ���Ӗָ���ώ�Ҏ����λ�á����ώ�
�z�����������߳���Ӗ���ҡ�