
�Ԅӻ����a���b�c�{ԇ��Ӗ�b��
�������D��
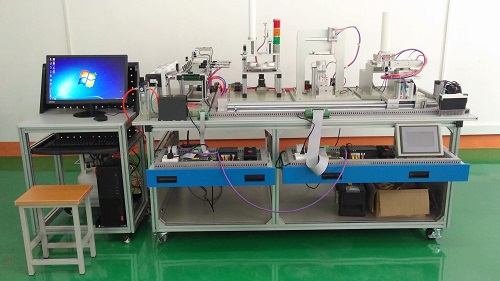
һ���Ԅӻ����a���b�c�{ԇ��Ӗ�b�õĘ��ɣ���Ӗ�b�������X�Ͻ���܉ʽ��Ӗ�_�����͵ęC�һ�w���O��ęCе������PLCģ�K��׃�l��ģ�K�����oģ�K���Դģ�K��ģ�M���a�O�䌍Ӗģ�K���Ӿ������ź��N��������Ӌ��C�ȽM�ɡ����w�Y�������_��ʽ�Ͳ��bʽ����Ӗ�b�����ڙCе�����M�b���ɸ����F�еęCе�����M�b���a�O�䣬Ҳ�����әCе�����M�b�������a�O�䣬ʹ�����b���܉��`��İ��̌W��ِҪ��M�b�������a���ܵęC�һ�w���O�䡣ģ�K���ؘʽY���ͳ��ʽģ�K���üܣ����Q�ԏ������������a�Թ��ܺ����όW�����ܵ�ԭ�t�_��ģ�K���ݣ�ʹ�̌W��ِ�r�ɷ�����x����Ҫ��ģ�K���O������ȫ����늹����ȫ���I���ܴ�ِ��Ҫ��ͬ�r߀Ҫ����п���չ���ܣ����ԽM�ɸ��Ӵ��͵����aģ�Mϵ�y������ϸ����Ñ�WУ��ͬ�ӴΣ���ͬ���I�Ľ̌W����ӖҪ��
������Ӗ�b�õ��������
| ��̖ | ���Q | ��ҪԪ������̖��Ҏ�� | ���� | ��ע |
| 1 | ��Ӗ�� | 2000×1120×810 mm | 1�� | ��Ӗ������20*80���X�Ͳġ� |
| 2 | �|���� | 7Ӣ�� TFT���TPC7062KI��65Kɫ | 1�K | |
| 3 | PLC���C |
CPU SR40AC/DC/RLY���Cģ�K24DI/16DO 4�_ CPU ST40DC/DC/DC���Cģ�K24DI/16D0 1�_ EM AM06 ģ�M���Uչģ�K 4AI/2AO 1�_ ���I���Q�C1�_ |
1�� | |
| 4 | ׃�l�� | ���T��׃�l��G120C 0.75KW | 1�_ | |
| 5 | �Դ | �����Դ���_�P����©늺Ͷ�·���o��1�����۔���3ֻ�������Դ����2������ȫ����5����24 V/6 A��5 V/2 A��һ�M | 1�� | |
| 6 | ���o | ��ͣ���o1ֻ���D�Q�_�P2ֻ�����Q��1ֻ����λ���o�S���G���t��1ֻ�����i���o�S���G���t��1ֻ��24Vָʾ���S���G���t��2ֻ�� | 1�� | |
| 7 | ���ς��͙C���� | ����MHMJ022G1U����ͬ�������ŷ�늙C1�_��MADKT1507Eȫ���ֽ�������ͬ���ŷ���1�_��ͬ�����������_�P�_�P | 1�� | |
| 8 | ��әCе�ֲ��� | �γ��p�U���2ֻ������צ1ֻ�����D���1ֻ�������_�P6ֻ�������y6ֻ���ǘ��ݽz2ֻ���p��늴œQ���y1ֻ���ο�늴��y2ֻ��늴��y�͚�������ձ�SMC | 1�� | |
| 9 | Ƥ��ݔ�͙C���� | �����p��늙C��380 V��ݔ���D��40r/min��1�_��ƽƤ��1355×98×2 mm 1�l�� | 1�� | |
| 10 | �ӹ��C�� | ��Ҫ�������_�����ϊA�o�b�á�ģ�M�_�^�͛_��,�Լ������Ă������������_�P��늴��y�����M늙C�����������S늙C���L��z�U����֧�ܡ��Cе�㲿�����ɡ� | 1�� | |
| 11 | ������b�C�� | ��Ҫ�ɾ�ʽ���φ�Ԫ������λ���D�����_��ƽ���S�С��_���b���Ԫ����늂����������_�P��늴��y��ֱ���p��늙C��֧�ܡ��Cе�㲿�����ɡ� | 1�� | |
| 12 | ����֒����� | �γ��U���3ֻ�����ق�����1ֻ���������2ֻ�������_�P6ֻ���������3�����ο�늴œQ���y3ֻ | 1�� | |
| 13 | �Ӿ�����ģ�K | �Ӿ����ӺͰ�ȫ���� | 1�K | |
| 14 | ���� | ����3���������ڰ�3�� | 15�� | |
| 15 | ��ȫ�往 | 1�� | ||
| 16 | ��� | Φ4Φ6����ܞ��{ɫ��ÿ�_����������� | 1�� | |
| 17 | PLC���̾��| | 1�l | ||
| 18 | �|�����cӋ��Cͨ�ž� | 1�l | ||
| 19 | �|�����cPLCͨ�ž� | 1�l | ||
| 20 | ������ | 1�� | ||
| 21 | �aƷ����P | 1�� | ||
| 22 | ���� | 1�� | ||
| 23 | ��X��܇ | 1�_ | ||
| 24 | ������ĭ�� | 1�� | ||
| 25 | �o���՚≺�s�C | 0Mpa-1.0Mpa����������Q65��ؐ�����χ��Ҙ˜� | 1�_ | |
| 26 | ���� |
�����ǰ��� 1�� �����Q 1�� �����Q 1�� �����Q 1�� ��ʮ���ݽz�� 1�� ��һ���ݽz��1�� б���Q 1�� Сʮ���ݽz�� 1�� Сһ���ݽz�� 1�� �f�ñ� DT-890B+1ֻ ��Ƥ�N1�� |
1�� |
1�������Դ�������往 AC 380V±10% 50 Hz��
2���ضȣ�-10��40 �棻�h����ȣ�≤90%��25�棩��
3�����γߴ磺�L×��×��=2000×1120×1400 mm��
4�����C���ģ�≤5 kW��
5����ȫ���o��ʩ�����нӵر��o��©늱��o���ܣ���ȫ�Է������P�ć��Ҙ˜ʡ����ø߽^���İ�ȫ�Ͳ��������^���o�ĸߏ��Ȱ�ȫ�͌�����
�ġ��O��Y����
��Ӗ�b���_�ܞ��X�Ͻ���܉ʽ����Ӗ�����b��PLCģ�K��I/O ���ӡ�׃�l���ĽӾ����ӡ�������ģ�K�cPLC���B�Ӷ��ӣ����c��ȫ�����B�ӣ�ʹ�Î���ȫ���^�Č����M���·�B�ӣ���ָ���_�P������_�P����������ָʾԪ�����·���tͨ�^�������M���B�ӡ���ξ��B���·�c�������B���·��Y�ϣ��ȱ��C�W���������ܵ�Ӗ�����γɺ�얹̣��ֱ��C�·�B�ӵĿ��١���ȫ�Ϳɿ���
1���X�Ͻ���܉ʽ��Ӗ�_�������b���ϙC�����Cе�֡���ݔ�֒��C������Ӗģ�K��PLC���C�ȿ��Է���������ʽ��֧���ϡ�
2���|����ģ�K��TPC 7062,ģ�K����Ҫ�ߏ��������⚤�������p��������X�ܰ壬�D�������ַ�̖�����M����ī�zӡ��
PLCģ�K��׃�l��ģ�K��PLC 24�c����IO���C��׃�l����MM420 0.75KW��
3���Դģ�K�������Դ���_�P����©늺Ͷ�·���o��1�����۔���3ֻ�������Դ����2������ȫ����5����
4�����oģ�K��24 V/6 A��12 V/2 A��һ�M����ͣ���o1ֻ���D�Q�_�P2ֻ�����Q��1ֻ����λ���o�S���G���t��1ֻ�����i���o�S���G���t��1ֻ��24Vָʾ���S���G���t��2ֻ��
5��һ�w���Ӿ��ţ��Ӿ��Ś��w�σɂ������O����һ�����Ӿ��^���Ӿ����ӣ���һ�μ��Ӿ��^����ȫ���������Ӿ������c�����İ�ȫ����ͨ�^��늏��Լ��B�ӣ��Ӿ��Ś��w߅�����ۣ��O�й̶��õ��ݿף����Թ̶��ڌ�Ӗ���ϡ�
6����ʽ���ϙC������ʽ������1���������Ƴ��C��1������늂�����2ֻ�������_�P2ֻ���θך��1ֻ���ο�늴��y1ֻ����ʾ��1ֻ����Ҫ��Ɍ��������еĹ��������Ƴ���������ق������x��SMC��
��әCе���b�ã������ɶȚ�әCе�֣�������ق������x��SMC���������\�C��������Ă����ɶȄ������ֱ���s���ֱ����D����צ���¡���צ�ɾo��������ق������x��SMC��
�ӹ��C������Ҫ�������_�����ϊA�o�b�á�ģ�M�_�^�͛_���Լ������Ă������������_�P��늴��y�����M늙C�����������S늙C���L��z�U����֧�ܡ��Cе�㲿�����ɡ�
������b�C������Ҫ�ɾ�ʽ���φ�Ԫ������λ���D�����_��ƽ���S�С��b���Ԫ����늂����������_�P��늴��y��ֱ���p��늙C��֧�ܡ��Cе�㲿�����ɡ�
7�����Ϸ֒��b�ã����͎�ͨ�^���ஐ��늄әC�ӣ��ڂ��͎����c̎�OӋ�����Ͽڣ�ͨ�^��늂������z�y���ϣ����͎����b���������ϲۣ�����λ����늸Ђ����������w�������ȣ�ͬ�r�����ϲ�λ���b�����Ϛ�ף���Ӌ������ס����͎����ÿɲ�ж���X�Ͻ�֧�ܡ�������ق������x��SMC��
�塢��Ӗ���ݣ�
1�����ϵ�y�İ��b�c�{ԇ�Ŀ��
�x��ԓ�b�����õĆγ��U��ס��γ��p�U��ס����D��Ț�ӈ���Ԫ���͆ο�늴œQ���y���p��늴œQ���y�ʹ����_�P�Ț�ӿ���Ԫ������������К�Ӽ��g�Ĺ����΄գ�
�Ŀһ ��ӷ�����ƻ�·�İ��b��
�Ŀ�� ����ٶȿ��ƻ�·�İ��b��
�Ŀ�� �[�ӿ��ƻ�·�İ��b��
�Ŀ�� ��������ƻ�·�İ��b��
�Ŀ�� ��әCе���b�õİ��b��
�Ŀ�� ���ϵ�y���b�c�{ԇ��
2��늚�����·�İ��b��PLC�����Ŀ��
�x��ԓ�b�����õ�PLCģ�K��׃�l��ģ�K��ָ���_�P���������ȣ����������PLC���ü��g�����΄գ�
�Ŀ�� 늄әC�����D�����·���B���c���Ƴ�����
�Ŀ�� 늄әC�{�ٿ����·���B���c���Ƴ�����
�Ŀ�� ��ӷ�����Ƴ�����
�Ŀʮ ������������Ƴ�����
�Ŀʮһ ��әCе�ֿ��Ƴ�����
�Ŀʮ�� Ƥ��ݔ�͙C���Ƴ�����
�Ŀʮ�� �C�һ�w���O����Ƴ�����
�Ŀʮ�� �Ԅ����a�����Ƴ�����
3���C��O�䰲�b�c�{ԇ�Ŀ
�x��ԓ�b�����õęC�һ�w���O�䲿����PLCģ�K��׃�l��ģ�K��ָ���_�P���������ȣ���������ЙC��O�䰲�b�͙C�һ�w�����g�Ĺ����΄գ�
�Ŀʮ�� �����b��ͬ�S�ȵ��{����
�Ŀʮ�� Ƥ��ݔ�͙C�İ��b�c�{����
�Ŀʮ�� ���\�Cе���O�䰲�b�c�{ԇ��
�Ŀʮ�� ����֒��O��İ��b�c�{ԇ��
�Ŀʮ�� �����O��İ��b�c�{ԇ��
�Ŀ��ʮ �Ԅ����a���O�䰲�b�c�{ԇ��
4���Ԅӿ���ϵ�y���b�c�{ԇ�Ŀ
�x��ԓ�b�����õęC�һ�w���O�䲿����PLCģ�K��׃�l��ģ�K��ָ���_�P���������ȣ���������ЙC��O�䰲�b�͙C�һ�w�����g�Ĺ����΄գ�
�Ŀ��ʮһ ��N�������İ��b�c�{ԇ��
�Ŀ��ʮ�� �Cе�ֵ��Ԅӿ��ƣ�
�Ŀ��ʮ�� Ƥ��ݔ�͙C���Ԅӿ��ƣ�
�Ŀ��ʮ�� �C�һ�w���O����Ԅӿ��ƣ�
�Ŀ��ʮ�� PLC����ϵ�y�İ��b�c�{ԇ��
�Ŀ��ʮ�� �Ԅ����a���İ��b�c�{ԇ��
5��PLC���IͨӍ�W�j�İ��b���{ԇ
ϵ�y�x������PLC������������ϾW�jģ�K�����ڱ��W�jͨ�Ź��ܣ���������й��I�F������ͨ�ż��gӖ���΄գ�
�Ŀ��ʮ��N:N�W�j��Ӳ���B�ӡ��{ԇ
�Ŀ��ʮ��N:N�W�j�����O�á��{ԇ
�Ŀ��ʮ�Ż��ڶ��_PLC�ď��s�W�j�����x�������c�{ԇ